




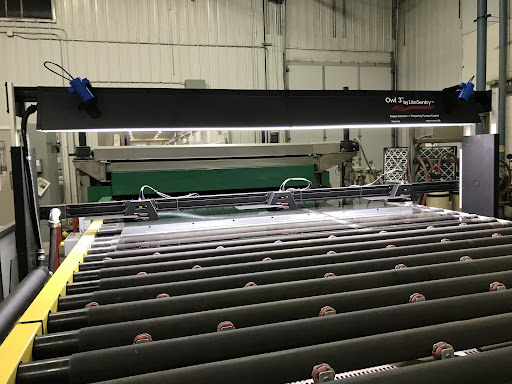
Owl 5
Ofen-Optimierungssystem
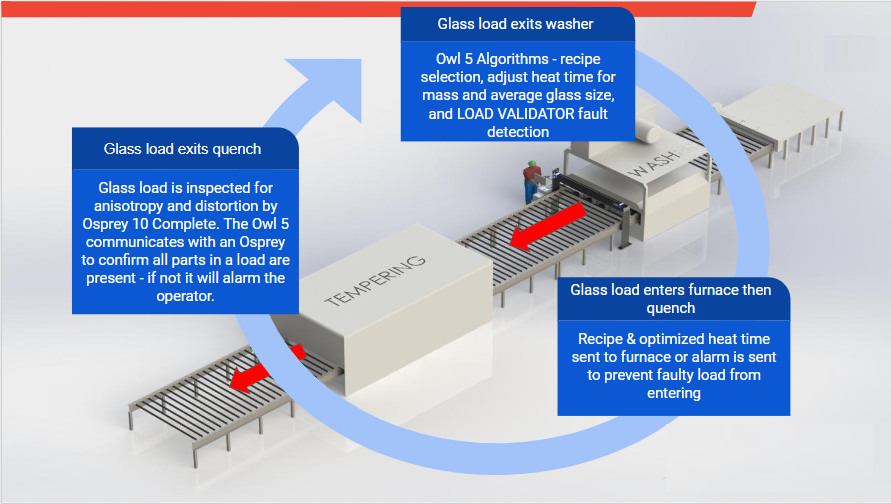
Die Owl 5 überträgt Daten an das Glas-Ofensteuerungssystem, so dass der Ofen automatisch ein Rezept auswählen und das Wärmeprofil optimieren kann, wodurch die Zykluszeit verkürzt, der Verzug minimiert und die Ebenheit optimiert wird.
Die Load Validator-Technologie ist in Owl 5 oder als eigenständiges System erhältlich.
Mit dem Owl 5 Glas-Ofen-Optimierungssystem haben Sie in jeder Schicht Ihren besten Ofenbediener.
Owl 5 Ofen-Optimierungssystem
» Wichtigste Anwendung: Härteöfen
» Unterscheidung der meisten farbigen Gläser sowie verschiedener Kombinationen aus Beschichtung und farbigem Glas
» Automatisierte Messung der Dicke,
» Größe, Beschichtung (LowE 1, 2, 3, i89, nicht beschichtet), Lage der Teile
» Erkennung fehlerhafter Lasten
» Echtzeit-Rückmeldung an den Ofen
» Stoppen des Förderbandes im Falle einer Störung
» Systematische und wiederholbare Einstellungen des Ofens ohne Unterbrechung durch den Bediener
Load Validator™ Geometrie + Fehlererkennungssystem
» Wichtigste Anwendung: Beschichtungsanlage, Härteöfen
» Für den Einsatz in kritischen kontinuierlichen Prozessen, wie z. B. in einer Hochvakuum-Beschichtungsanlage oder einer Waschanlage vor dem Vorspannen.
» Erkennung von Fehlerzuständen im Glas oder in der Lastgeometrie.
» Alarmieren Sie das Fördersystem, um die Glasladung zu stoppen, bevor die Ladung in den kontinuierlichen Prozess gelangt.

Nachweislich über 20 % Steigerung
Produktivität und Qualität!
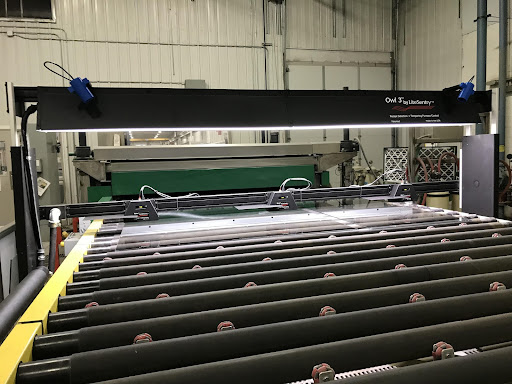
Das Owl® 5 ist ein patentiertes, berührungsloses optisches System, das die Glasdicke, die Art der Low-E-Beschichtung (1, 2, 3 Silberschichten, 4. Low-E-Oberfläche), die Farbe, die Glasabmessungen und die Position der Scheiben misst, während sich die Ladung dem Ofen nähert
Das System ist für Lasten, die in einen Chargen- oder kontinuierlichen Härteofen eintreten.
- Das Förderband beginnt mit dem Transport vom Glas. Das Encodersignal aktiviert das Messsystem.
- Das Glas gelangt in das Messsystem
- Die Bilder werden sequentiell über die gesamte Länge und Breite der Ladung aufgenommen.
- Erfasste Informationen zu Dicke und Low-E-Beschichtung
- Die hintere Kante der Ladung verlässt das System
- Algorithmen verarbeiten Daten und übertragen Informationen an die Ofensteuerung
- Ofensteuerungssysteme stellen sich entsprechend der Lastinformationen ein und speichern das Ergebnis im Falle einer Störung.
- Lastübertragungen in den Ofen
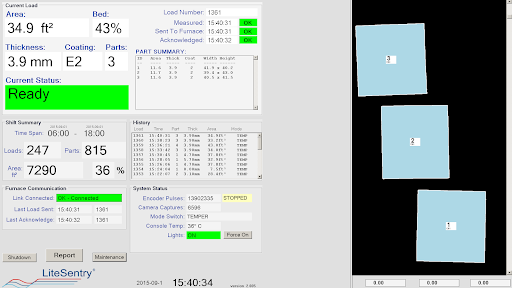
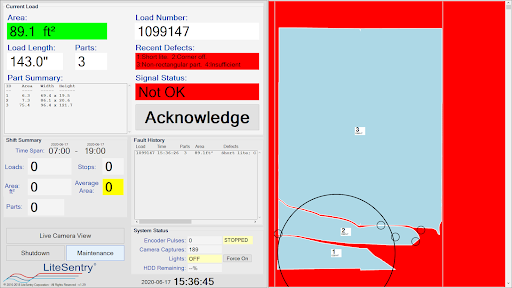
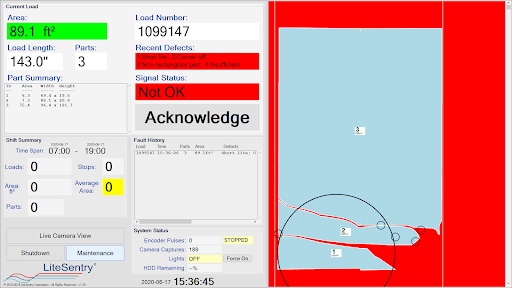
Owl 5 Ofenoptimierungssystem HMI
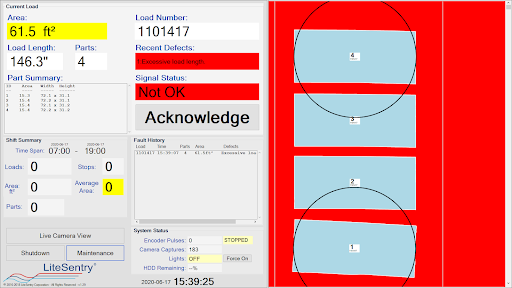
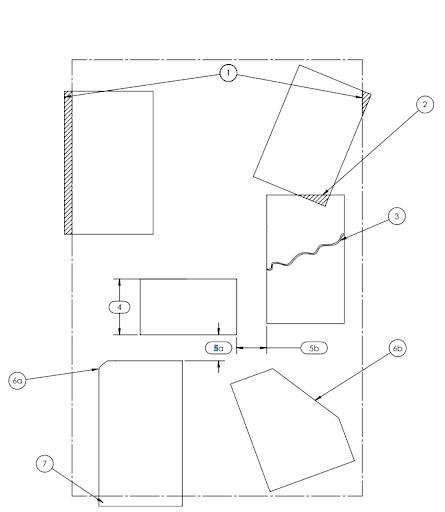
| # | ZUSTAND | TOLERANZ |
| 0 | KEIN FEHLER | N/A |
| 1 | BREITE LADUNG | +/- 3mm |
| 2 | TEIL ÜBERSCHNEIDUNG | 6mm |
| 3 | ZERBROCHENES GLAS | JEDE TRENNUNG |
| 4 | KURZER TEIL | +/- 12mm* |
| 5 | MINDESTABSTAND ZWISCHEN DEN TEILEN REISERICHTUNG (5a) KREUZFÖRDERER (5b) | +/- 12mm +/- 3mm |
| 6 | ECKSPERRE (6a) NICHT RECHTECKIG (6b) | 6mm >120mm |
| 7 | LANGE LADUNG | +/-12mm* |
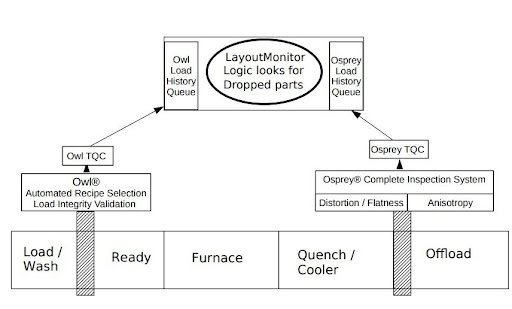
Die in Owl 5 enthaltene Technologie „Missing Part Notifier“:
- Ermöglicht die Kontrolle von Verlusten im Ofen.
- Die Owl 5 kommuniziert mit einem Osprey, um zu bestätigen, dass alle Teile in einer Ladung vorhanden sind – falls nicht, wird der Bediener alarmiert.
- Missing Part Notifier liefert einen .csv-Bericht für alle Ladungen
- Verbessert die optische Qualität durch Optimierung der Wärmezeit oder des Wärmeprofils und verhindert die Überhitzung kleiner Lasten
- Eliminiert Produktionsverluste aufgrund von Rezepturänderungen
- Eliminiert Bedienerfehler aufgrund von Fehleingaben
- Erkennt 7 Fehlerzustände, darunter breite Ladung, Teileüberlappung oder -stapelung, Glasbruch, kurzes Teil, minimaler Abstand zwischen den Teilen, Ecke aus und lange Ladung.
- Fähigkeit, eine fehlerhafte Ladung daran zu hindern, in den Ofen zu gelangen.
- Verbessert die optische Qualität durch Optimierung der Wärmezeit oder des Wärmeprofils und verhindert die Überhitzung kleiner Lasten
- Eliminiert Produktionsverluste aufgrund von Rezepturänderungen
- Eliminiert Bedienerfehler aufgrund von Fehleingaben
- Berührungslose Echtzeit-Messung von Glasgröße, Dicke und Low-E-Beschichtung
- Erkennt 7 Fehlerzustände, darunter breite Ladung, Teileüberlappung oder -stapelung, Glasbruch, kurzes Teil, minimaler Abstand zwischen den Teilen, Ecke aus und lange Ladung.
- Fähigkeit, eine fehlerhafte Ladung daran zu hindern, in den Ofen zu gelangen.
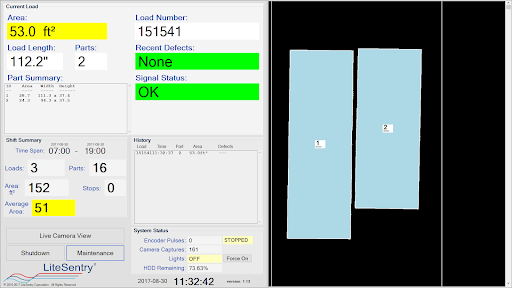
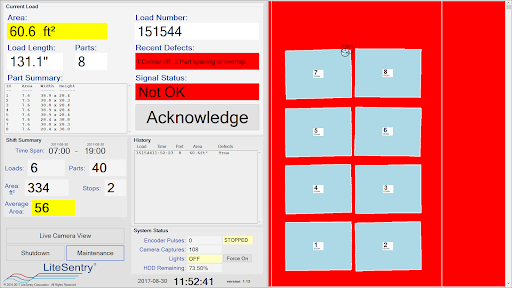
Typischer Load Validator-Bildschirm
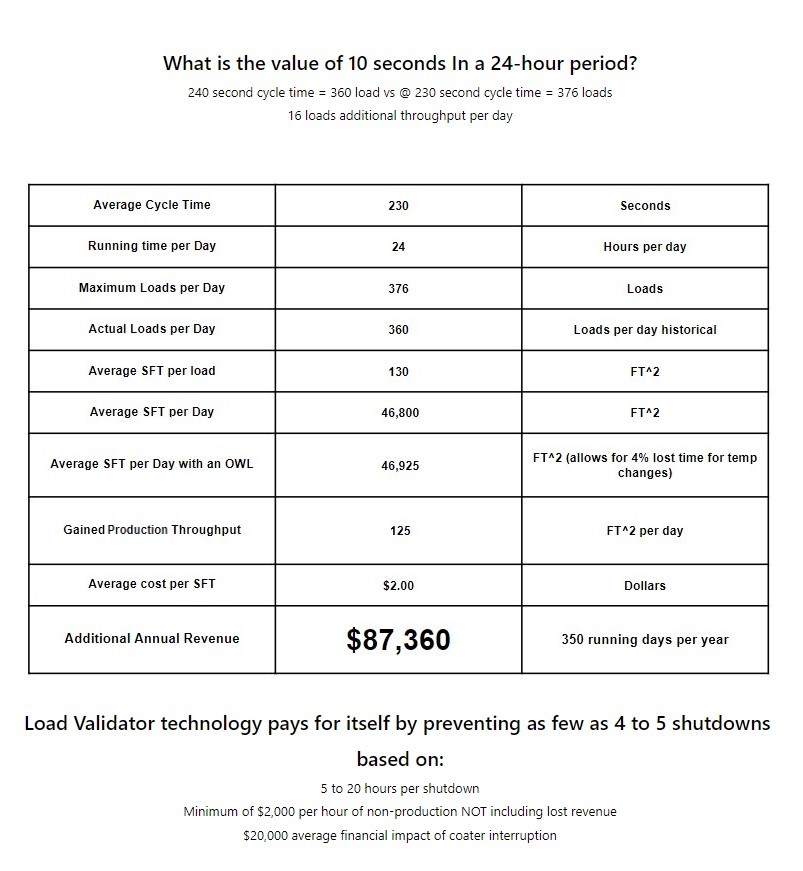
ROI einer LiteSentry-Owl
Welchen Wert haben 10 Sekundenin einer 24-Stunden-Periode?
240 Sekunden Zykluszeit = 360 Ladungen gegenüber 230 Sekunden Zykluszeit = 376 Ladungen
16 Ladungen zusätzlicher Durchsatz pro Tag
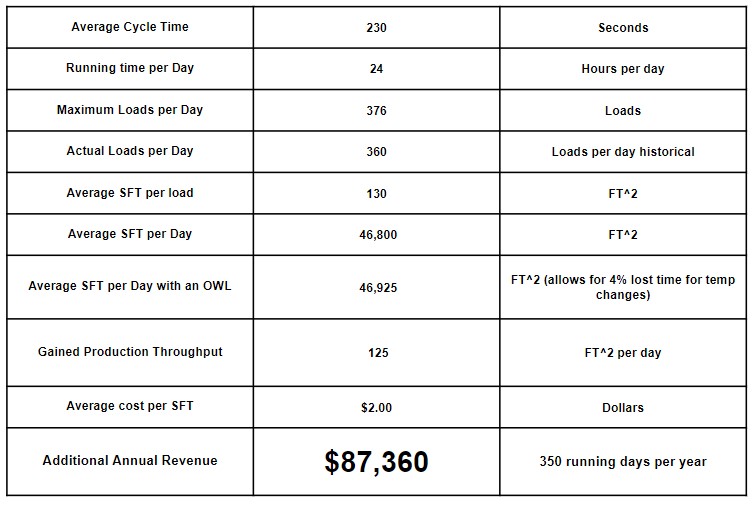
Die Load Validator-Technologie macht sich bezahlt, indem sie nur 4 bis 5 Abschaltungen verhindert, je nachdem:
- 5 bis 20 Stunden pro Abschaltung
- Mindestens $2.000 pro Stunde Nicht-Produktion, NICHT einschließlich entgangener Einnahmen
- 20.000 $ durchschnittliche finanzielle Auswirkungen einer Unterbrechung der Beschichtungsanlage