Owl 5
Glass Furnace Optimization System
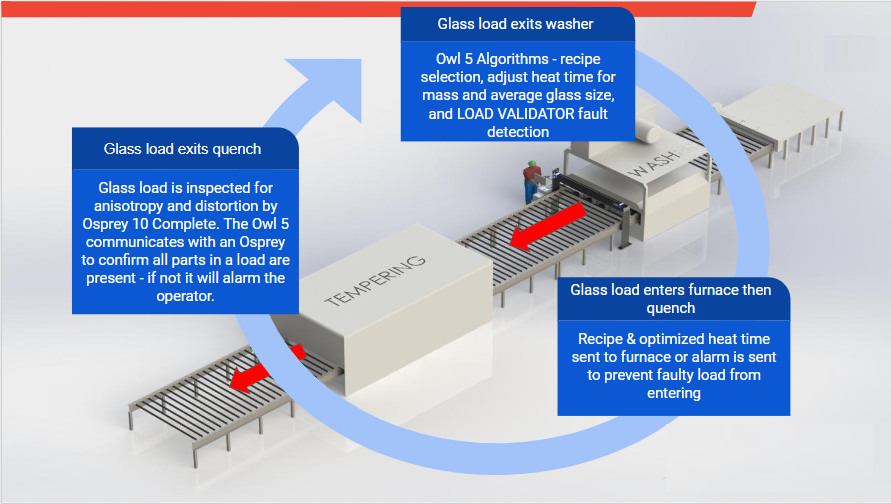
The Owl 5 transmits data to the furnace control system allowing the furnace to automatically select a recipe and optimize the heat profile, improving cycle time, minimizing distortion, and optimize flatness
Load Validator technology is included in Owl 5 OR as a stand-alone system.
With the Owl 5 Furance Optimization System, you will have your best furnace operator on every shift.
Owl 5 Furnace Optimization System
» Key Application: Tempering Furnaces
» Discern most colored glass, as well as various coating & colored glass combinations
» Automated measurement of Thickness,
» Size, Coating (LowE 1, 2, 3, i89, Non-coated), Locations of parts
» Detect faulty loads
» Real-time feedback to the furnace
» Stop conveyor in event of a fault
» Systematic and repeatable adjustments made to furnace with no operator interruption
Load Validator™ Geometry + Fault Detection System
» Key Application: Coating Line, Tempering Furnaces
» For use on critical continuous processes such as a high vacuum coating system or washer preceding tempering.
» Detect fault conditions in the glass or load geometry.
» Alarm the conveyor system to stop the glass load before the load enters the continuous process.

Proven to increase over 20%
productivity and quality!
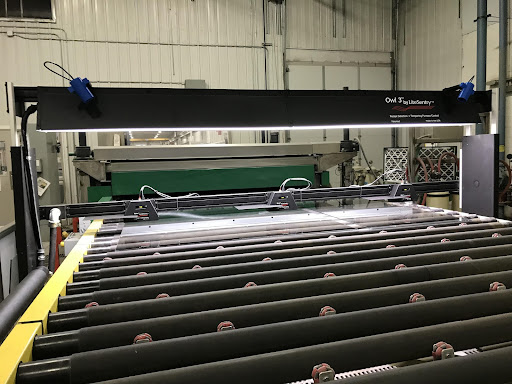
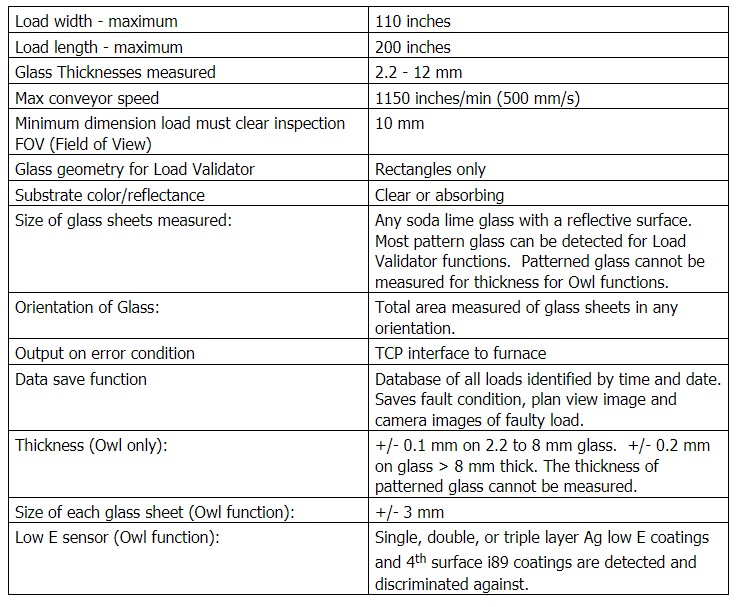
The Owl® 5 is a patented, non-contact optical system measuring the glass thickness, type of low-E coating (1, 2, 3 silver layers, 4th surface low-E), color, glass dimensions and sheet locations as the load approaches the furnace
The system is for loads entering a batch or continuous tempering furnace.
- Conveyor begins transfer of glass. The encoder signal activates the measurement system.
- The glass enters the measurement system
- Images are captured sequentially over the full load length and width
- Thickness and low E coating information collected
- The trailing edge of the load clears the system
- Algorithms process data and transfer information to the furnace control system
- Furnace control systems adjust according to load information, and stores result in the case of a fault condition.
- Load transfers into the furnace
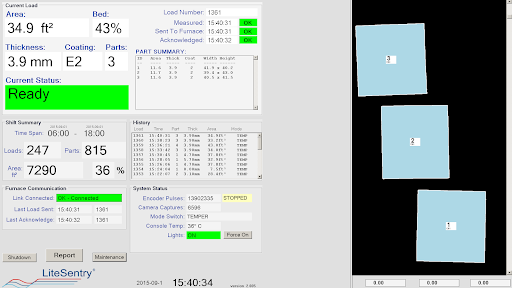
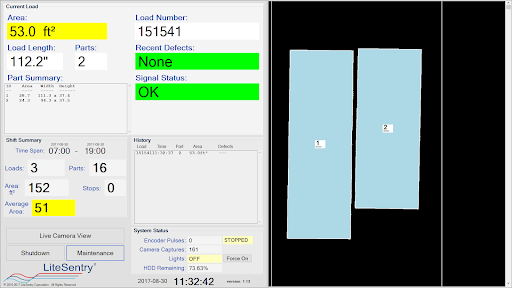
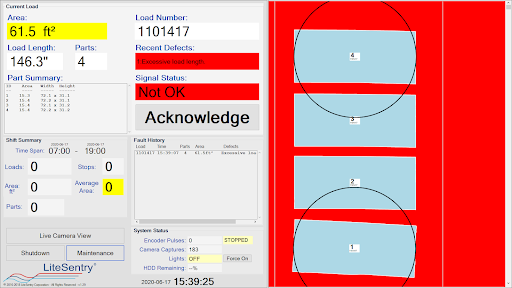
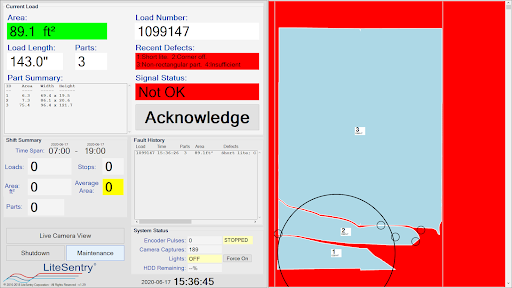
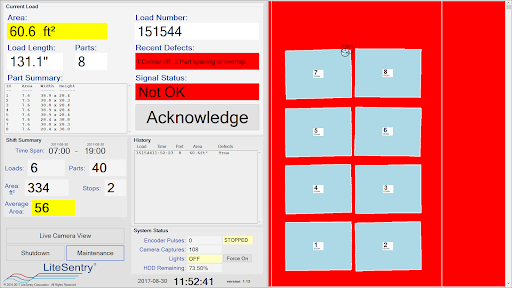
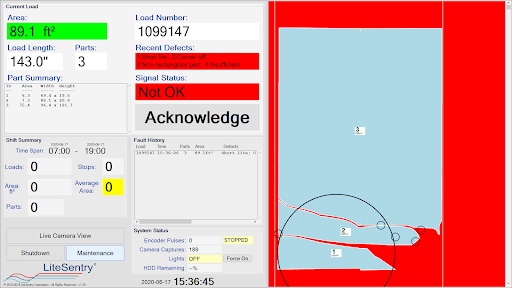
Owl 5 Furnace Optimization System HMI
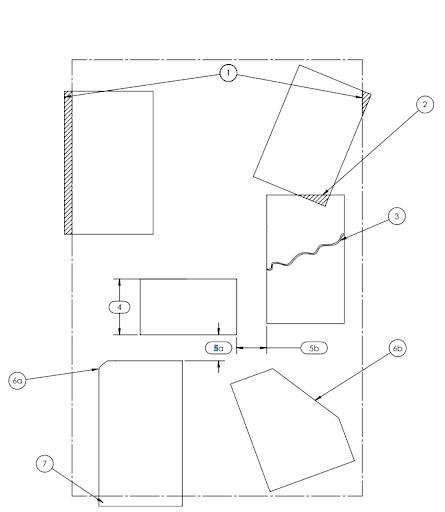
| # | CONDITION | TOLERANCE |
| 0 | NO ERROR | N/A |
| 1 | WIDE LOAD | +/- 3mm |
| 2 | PART OVERLAP | 6mm |
| 3 | BROKEN GLASS | ANY SEPARATION |
| 4 | SHORT PART | +/- 12mm* |
| 5 | MINIMUM DISTANCE BETWEEN PARTS TRAVEL DIRECTION (5a) CROSS CONVEYOR (5b) | +/- 12mm +/- 3mm |
| 6 | CORNER OFF (6a) NON-RECTANGULAR (6b) | 6mm >120mm |
| 7 | LONG LOAD | +/-12mm* |
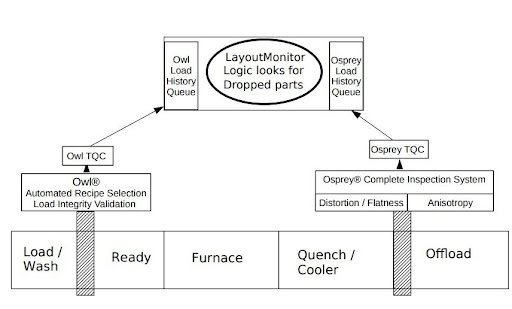
Missing Part Notifier technology included in the Owl 5:
- Provides a check for losses in the furnace.
- The Owl 5 communicates with an Osprey to confirm all parts in a load are present – if not it will alarm the operator.
- Missing Part Notifier provides a .csv report for all loads
- Improves optical quality by optimizing heat-time or heat-profile and preventing overheating of small loads
- Eliminates lost production due to recipe changes
- Eliminates operator errors due to incorrect inputs
- Detects 7 fault conditions including wide load, part overlap or stacking, broken glass, short part, minimum distance between parts, corner off, and long load.
- Ability to stop a faulty load from moving into the furnace.
- Improves optical quality by optimizing heat-time or heat-profile and preventing overheating of small loads
- Eliminates lost production due to recipe changes
- Eliminates operator errors due to incorrect inputs
- Non-contact, real-time measurement of glass size, thickness and low-E coating
- Detects 7 fault conditions including wide load, part overlap or stacking, broken glass, short part, minimum distance between parts, corner off, and long load.
- Ability to stop a faulty load from moving into the furnace.
Typical Load Validator screen
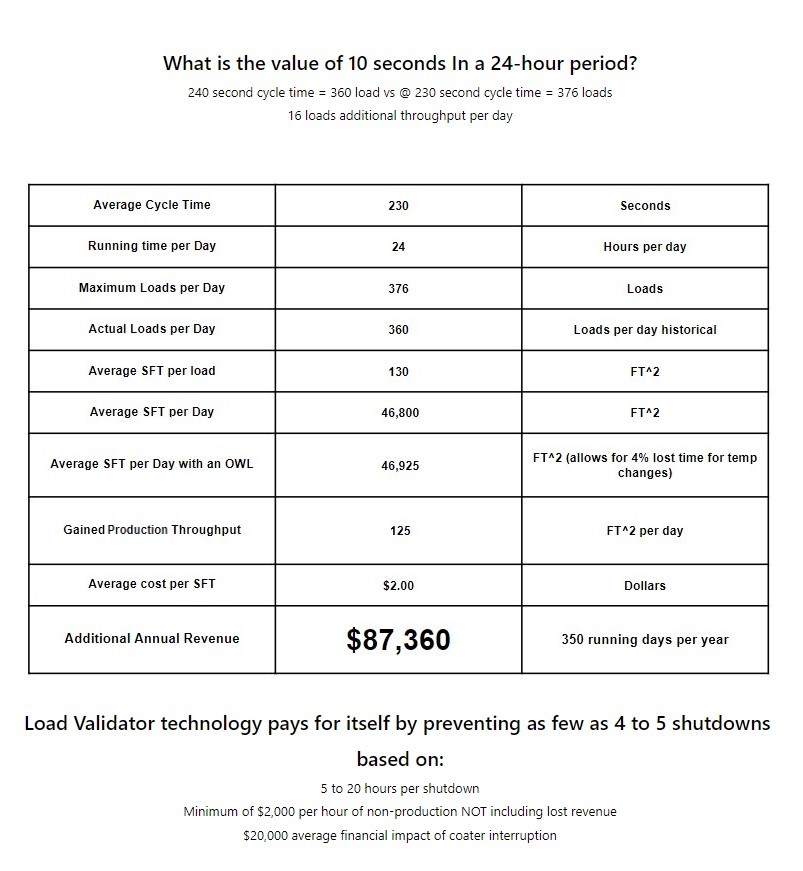
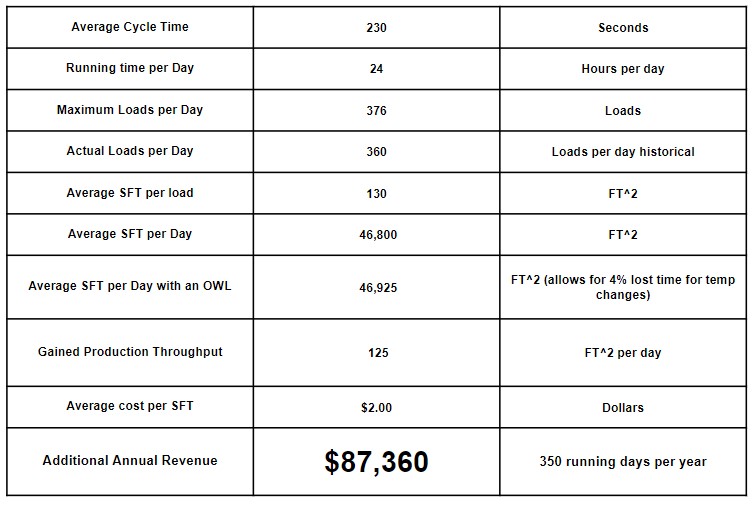
ROI of a LiteSentry Owl
What is the value of 10 seconds In a 24-hour period?
240 second cycle time = 360 load vs @ 230 second cycle time = 376 loads
16 loads additional throughput per day
Load Validator technology pays for itself by preventing as few as 4 to 5 shutdowns based on:
- 5 to 20 hours per shutdown
- Minimum of $2,000 per hour of non-production NOT including lost revenue
- $20,000 average financial impact of coater interruption

You need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Hubspot Embedded Content. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Hubspot Meetings. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information